电磁铁不吸合,造成这种故障的原因多半是主机内部故障、电磁铁线圈烧断、线路中断等各方面的原因,解决的方法为:检查是主机内部还是外部出了问题;其次查看电磁铁保险管,查看电磁铁是否有通电迹象,排除机械卡阻,在一切都正常的情况下检测内部电源;在称重包装机中常遇到的是造成这种故障的原因是:传感器损坏,供桥电压故障,线路接法或中断有误,排除的方法为:检测传感器及连线或主机的荷重信号,近而检测供桥和放大电路或计算机输出显示电路,有时也会出现系统稳定性不好造成袋装量不稳定解决这个问题可试探线路是否故障。
要想在规定的时间内,为自己创造出大的利益,就要确保自己的食品包装生产线运行良好,在生产过程中不会出现错误,这样在尽量避免错误出现和故障的影响,才会为企业获得大的利益。自动化水平在制造工业中不断提高,应用范围正在拓展。包装机械行业中自动化操作正在改变着包装过程的动作方式和包装容器及材料的加工方法。
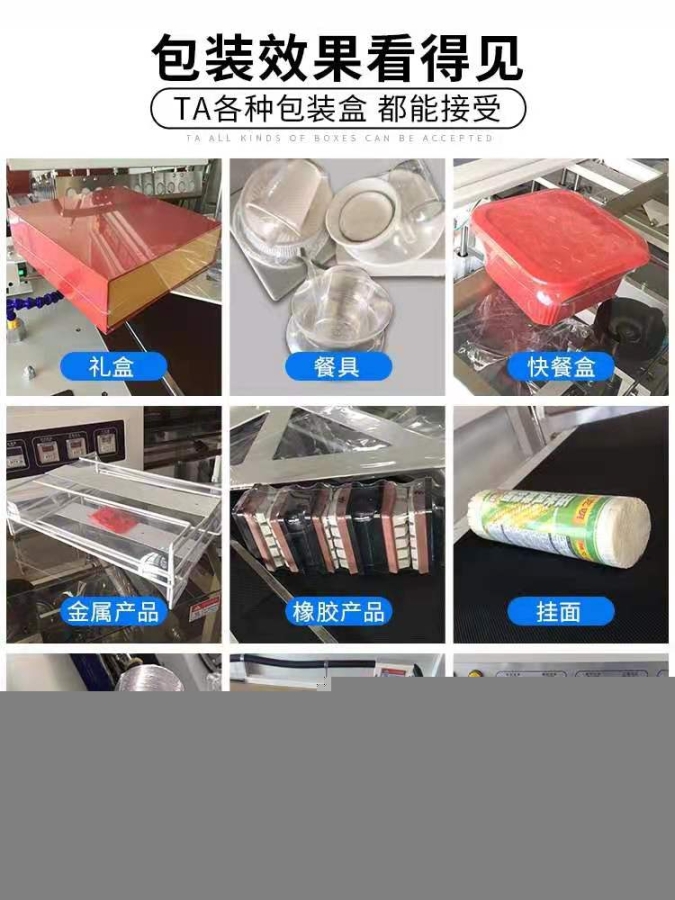
全自动套袋包装机是热收缩包装机设备中、自动化程度高的一款产品。该产品适用于薄膜封切及热收缩包装。全自动热收缩包装机可以自动送膜、然后自动制袋、表面抚平,封口切膜打包、热收缩包装一次完成。同时对废料可以进行回收。全自动热收缩机的切刀为恒温式铝合金材料,为POF膜片封切特制。该切刀的特点是封口线比较细,抗粘。
按下手动或则自动按钮后,齿条汽缸电磁阀得电输出推动齿轮,齿轮带动链条,此时齿条汽缸后位接近开关断开。当齿条汽缸运行到上止点时,齿条汽缸的前位接近开关导通,烘箱汽缸电磁阀得电输出。烘箱汽缸运行到上止点时,定时器启动开始延时,齿条汽缸电磁阀断电。定时结束,烘箱汽缸电磁阀断电。
仍就食品的销售包装而言,现今常用、基本的包装工艺方法有两大类,即充填与裹包。充填方法几乎适用于一切物料和各类包装容器。具体讲,对流动性较好的液体、粉体、散粒体,主要依靠自身重力,必要是辅以一定的机械作用便可完成包装过程。而对黏性较强的半流体或体形较大的单件、组合件,则要求采用相应的挤压、推入、拾放等强制性措施。至于裹包方法却与此有所差异,它主要适用于外形规整、有足够硬性挺性、且要求包装得较紧实的单件或组合件,多用柔性的塑料及其复合材料(有的附加轻质托盘、衬板),借助机械作用进行裹包。
近十余年来,国际包装界十分重视提高包装机械及整个包装系统的通用能力和多功能集成能力,为市场开拓日新月异的多样化商品提供及时灵活应变的生产手段。同时基于合理简化包装和优势包装工艺方法的实际需要,不断探索,明显地加快了自身技术的步伐。尤其是与现代自动机床同步发展相呼应,逐步明确。要想建立多样化、通用化、多功能集成化的包装机械新体系,着重解决组合化和机电一体化的大问题,无疑这是今后的重要发展方向。机械包装代替手工包装,大大提高了包装的效率,但是包装泛滥也已经成为一种恶习。未来不仅仅包装,包装机械也将朝向环保发展。绿色环保就是未来的主旋律。
.收缩机的温度调试
PE收缩机功率一般比较大在20-40KW左右,设置的温度也比较高,一般在180°-220°左右,根据材料的厚度、输送产品的速度、运风风量的大小、温度高低设置也有不同,产品不耐高温的可以使用低温度,采用薄收缩膜。收缩膜厚的话温度需要加高,收缩机功率也需要选择大点的。输送产品速度加快温度相应 加高,反之减低,运风风量加大温度相应降低,反之升高。POF、PVC收缩机功率一般在5-20KW,温度一般设置在140-°160°左右调整和PE收缩机。