滤水管的作用
把管井结构中重要部分滤水管,装在井的前端的方法。滤水管的作用在于:地下水由储水层进入管井、防止岩层中碎屑与水同时进入管井内影响出水质量、保护井壁免受坍塌破坏。滤水管的形式需根据储水层特性采用不同的构造。对于松散岩层可用孔径15-20mm的穿孔管,在卵石及中颗粒砂层,则使用穿孔管式缠丝滤管或杆式骨架缠丝滤管。在滤水管底部留有1.5-2m的一段管节作沉砂管,其上部与管井相连。在钻孔中落管井时,滤水管自钻机降入孔内,以后顺序降入连接管段。如采用多层进水则每层均需装设滤水管,并须按段分隔,以免串水,如此可增加管井的出水量。
铸铁滤水管的防腐一般来说与普通铸铁产品一样,采用镀锌的方法。锌这种金属元素的利用率高,成本低、生产,因此受到了钢铁行业的喜爱。它的镀锌一般有热镀锌的方法,热镀锌的工艺方法质量的好坏与温度合理控制有着非常密切的关系。
温度高,使锌层附着力强,锌层一般比较薄,外观漂亮,生产,但是温度过高容易产生大量的锌渣,影响钢材的美观度;温度过低,容易使锌层厚薄不均影响外观。因此给产品镀锌时要严格控制好温度。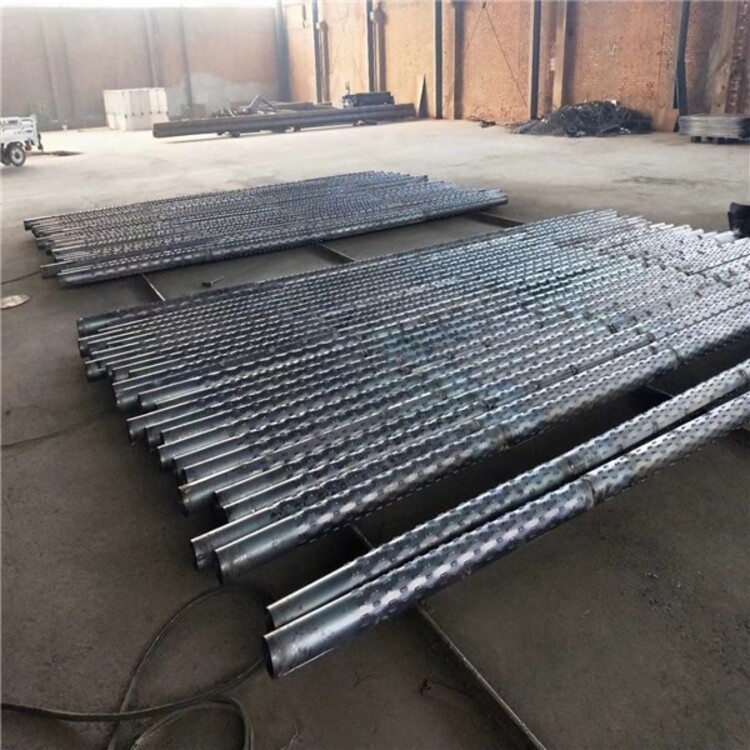
桥式滤水管在这种恶劣的条件下,提拔力超过桥式管的抗拉、抗挤压力大时,桥式滤水管的桥部分被拉伸,接着桥被拉直,后导致桥式管整体变形。另一方面,当使用空压机或活塞洗井时,桥式管内外形成强大的压力差,使桥式管向内凹陷,则会导致桥式管大面积或者完全变形,这个力来源于空压机或活塞的抽吸力。上述两种现象,在作过程中一定要慎重,予以避免。桥式滤水管所能够承受的拉力和挤压力,取决于管材材质、壁厚和管径。同时也与加工技术工艺、桥的几何尺寸及孔隙率有关。
从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。



